Trier
Catégories
Marque
Prix (€)
Diamètre (mm)
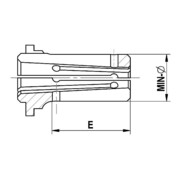
Diamètre de buse (Ø)































Accessoires pour soudage WIG : stabiliser l’arc et protéger le bain
En soudage WIG (TIG), la torche ne pardonne pas : une buse mal dimensionnée, un manchon de serrage usé ou un tungstène mal affûté se traduisent vite par un arc instable, une protection gazeuse insuffisante et des reprises inutiles. Les accessoires pour soudage WIG servent à tenir la géométrie, canaliser le gaz et maintenir une conductivité fiable dans le temps.
Sur Contorion, vous trouvez les consommables et pièces de torche pour garder vos réglages reproductibles en atelier comme en chantier : buses céramiques, porte-buses, corps et boîtiers de douille, manchons de serrage, ainsi que l’équipement d’affûtage d’électrode.
Accessoires pour soudage WIG : choisir la buse pour maîtriser la couverture de gaz
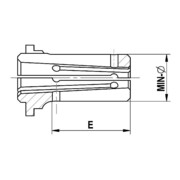
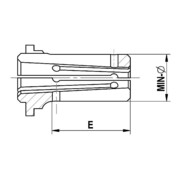
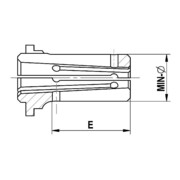
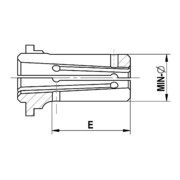
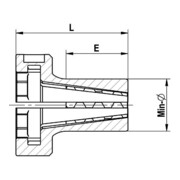
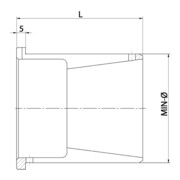
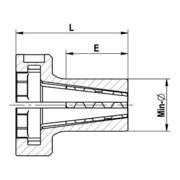
La buse à gaz conditionne la largeur et la stabilité du flux d’argon autour de l’électrode. Une buse céramique (souvent en alumine) résiste bien à la chaleur rayonnée et aux projections, mais elle reste sensible aux chocs : privilégiez un montage propre et un serrage sans contrainte. Le diamètre (ex. Gr. 5, 6, 7, 8, 12) détermine la zone de protection : plus la buse est grande, plus la couverture est large, utile sur inox et alu pour limiter l’oxydation.
Pour les assemblages exigeants, une buse « pour lentille gaz » améliore la laminarité du flux et permet de sortir davantage l’électrode tout en gardant une protection correcte. Vérifiez la compatibilité mécanique (pas, longueur, référence de torche) et l’état du bord de buse : une lèvre ébréchée perturbe le flux et peut aspirer l’air ambiant.
Accessoires pour soudage WIG : assurer le centrage et la conductivité avec les manchons
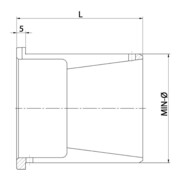
Le manchon de serrage (collet) et le corps/boîtier de douille maintiennent l’électrode de tungstène alignée et transmettent le courant sans échauffement anormal. Si l’électrode marque, glisse ou bleuit côté serrage, suspectez un manchon fatigué ou un boîtier encrassé. Remplacez dès que le serrage devient irrégulier : un faux-rond se traduit par un arc qui « marche » et une zone affectée thermiquement plus large.
En pratique, adaptez le diamètre de manchon à votre électrode (1,6 mm, 2,4 mm, 3,2 mm). Respectez la longueur utile et la compatibilité de torche (ex. séries 10Nxx). Un porte-buse et une buse conique peuvent aussi aider à dégager l’accès dans les angles, mais gardez une sortie d’électrode cohérente avec le débit de gaz et la préparation de joint.
Accessoires pour soudage WIG : préparer le tungstène et éviter les défauts récurrents
L’affûtage du tungstène influence directement l’amorçage et la forme du cordon. Un appareil de meulage dédié limite la contamination (fer, inox) et vous aide à garder un angle constant. Meulez dans l’axe de l’électrode (stries longitudinales) pour stabiliser l’arc, et ajustez l’angle selon l’intensité : pointe plus fine pour faible ampérage, émoussage contrôlé pour intensités plus élevées.
Côté sécurité, protégez-vous des poussières fines : aspiration à la source et EPI adaptés. Sur la torche, gardez les filetages propres et contrôlez l’isolant : un composant fissuré favorise les amorçages parasites. Pour les montages spécifiques (ex. manchons électriques), respectez les caractéristiques d’isolement et la tenue mécanique requise pour éviter les échauffements et microcoupures.
| Produit (nom exact) | Type | Dimension clé | Usage atelier | Point de contrôle |
|---|---|---|---|---|
| TRAFIMET Buse à gaz céramique Gr. 8 D : 12,7 10N46 | buse céramique | D : 12,7 (Gr. 8) | couverture gaz plus large sur cordons inox | bord non ébréché, montage sans contrainte |
| TRAFIMET Buse à gaz céramique Gr. 12 D : 19,0 10N44 | buse céramique | D : 19,0 (Gr. 12) | protection maximale sur pièces sensibles à l’oxydation | débit gaz adapté, risque d’encombrement |
| TRAFIMET Porte-buse gaz M6-35 mm MB25 | porte-buse | M6, 35 mm | montage fiable de buse et alignement de l’ensemble | filetage propre, pas de prise de jeu |
| TRAFIMET Manchon de serrage Ø 2,4, L 50 mm 10N24 | manchon de serrage | Ø 2,4, L 50 mm | centrage du tungstène 2,4 mm, courant stable | serrage uniforme, pas de marques anormales |
| Wolfram électrode - appareil de meulage | affûtage électrode | angle répétable (selon réglage) | pointe régulière, amorçage propre, moins d’inclusions | meulage axial, poussières maîtrisées |
Questions fréquentes (FAQ)
Comment dimensionner une buse céramique WIG (Gr. 5 à Gr. 12) sans surconsommer de gaz ?
Choisissez d’abord selon l’accès et la zone à protéger : petite buse pour joints étroits, grande buse pour inox/alu sensibles. Une buse plus large demande souvent un débit mieux maîtrisé et une sortie d’électrode cohérente. Si vous augmentez la taille, vérifiez que le flux reste stable (pas de turbulence) et que la pièce est à l’abri des courants d’air.
À quels signes reconnaît-on un manchon de serrage WIG à remplacer ?
Si l’électrode tourne ou coulisse malgré un serrage normal, si vous observez un bleuissement côté serrage, ou si l’arc devient instable, le manchon est souvent en cause. Un manchon usé centre mal le tungstène et augmente la résistance de contact, donc l’échauffement. Remplacez aussi si les fentes sont déformées ou si le serrage devient « par à-coups ».
Pourquoi utiliser une buse « pour lentille gaz » en WIG, et quand est-ce inutile ?
La lentille gaz sert à laminariser le flux pour mieux protéger le bain, surtout avec une électrode plus sortie ou sur des zones sensibles à l’oxydation. C’est utile en inox fin, en tuyauterie et en passes visibles. C’est moins indispensable en cordons courts avec accès facile, ou si la géométrie impose une buse compacte où le gain de laminarité est limité.
Quel est le bon geste d’affûtage du tungstène pour stabiliser l’arc WIG ?
Affûtez dans l’axe : les stries doivent être longitudinales, pas circulaires, sinon l’arc devient erratique. Gardez un angle constant et une pointe sans éclat. Travaillez sur un abrasif propre dédié pour éviter la contamination croisée. Un appareil de meulage facilite la répétabilité, surtout quand plusieurs soudeurs partagent la même procédure en atelier.
Comment éviter les prises d’air et l’oxydation malgré des accessoires neufs ?
Contrôlez l’étanchéité de l’empilage (porte-buse, buse, boîtier) et l’état des filetages : un grain de poussière suffit à créer un micro-jour. Vérifiez aussi la propreté interne de la torche et l’absence de fissure sur les pièces isolantes. Enfin, protégez la zone des courants d’air et ajustez la sortie d’électrode à la taille de la buse pour garder une enveloppe de gaz stable.