Trier
Catégories
Marque
Avantages
Prix (€)
Type de grain
Grain
Diamètre (mm)
Longueur (mm)
Largeur (mm)
Profondeur (mm)
Diamètre de l'alésage (mm)
Diamètre de l'arbre (mm)
Longueur utile (mm)
Epaisseur (mm)
Matériau
Vitesse de rotation max. (tr/min)
Matériau (application)
Degré de finesse
Forage (mm)

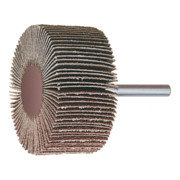













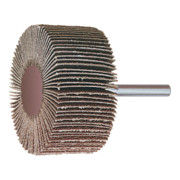























Roues à lamelles sur tige : l’enlèvement de matière maîtrisé dans les zones difficiles d’accès
Les roues à lamelles sur tige sont faites pour ébavurer, satiner et préparer les surfaces là où un disque ne passe pas : arêtes, rayons, alésages, cordons de soudure, petites pièces. Montées sur perceuse, meuleuse droite ou outil pneumatique, elles offrent un ponçage souple, progressif et régulier.
Chez Contorion, vous trouverez des roues en toile abrasive (oxyde d’aluminium, zirconium, céramique), en non-tissé et des versions de polissage. L’objectif : choisir le bon diamètre, le bon grain et la bonne dureté pour aller vite, sans bleuir l’inox ni creuser l’acier.
Choisir la bonne roue : abrasif, grain, densité et géométrie
Le choix se joue d’abord sur l’abrasif : l’oxyde d’aluminium est polyvalent, le zirconium tient mieux à l’échauffement sur aciers, les grains céramiques mordent fort sur enlèvement soutenu. Pour l’inox, privilégiez des roues dédiées et évitez la contamination ferreuse : une roue réservée à l’inox, rien d’autre.
Le grain pilote l’état de surface : K40-K60 pour ébavurage et reprises, K80-K120 pour préparation avant peinture ou soudure, grains plus fins ou non-tissé pour satiner. La densité (roue plus ou moins “serrée”) règle l’agressivité : dense pour arêtes et reprises, plus souple pour formes et finitions. Côté géométrie, le diamètre et la largeur conditionnent l’accès et la stabilité : petite roue pour zones étroites, plus large pour plans et chants.
Montage et paramètres machine : vitesse périphérique, sens de travail, pression
Une roue à lamelles sur tige se monte sur mandrin (perceuse) ou pince (meuleuse droite). Vérifiez le diamètre de tige (souvent 6 mm) et le faux-rond : une roue mal centrée vibre, chauffe et marque. Respectez la vitesse maximale de l’accessoire, exprimée en tr/min ou en vitesse périphérique (m/s). Sur petites roues, une vitesse trop élevée brûle la résine et arrache les lamelles.
Travaillez avec une pression modérée : ce sont les lamelles qui doivent “balayer”, pas s’écraser. Orientez l’outil pour exploiter le bord de la roue sur les rayons et le flanc sur les plans. Sur cordon de soudure, gardez un angle constant pour éviter de creuser. Un variateur de vitesse aide beaucoup sur l’inox et l’aluminium pour limiter l’échauffement et le gommage.
Applications atelier : inox, acier, aluminium, bois, et sécurité au poste
Sur inox, une roue dédiée (toile ou non-tissé) sert au nivellement léger, au satinage et à la préparation avant passivation. Sur acier, elle excelle en ébavurage après perçage et découpe, et en reprise de soudure. Sur aluminium, préférez des structures ouvertes ou non-tissé pour limiter l’encrassement, et nettoyez l’abrasif dès que ça “charge”. Sur bois dur, une roue sur tige est utile pour casser les arêtes et égrener les moulures.
Sécurité : portez lunettes ou visière (EN 166), gants adaptés et protection respiratoire si poussières fines. Fixez la pièce, évitez les vêtements amples, et contrôlez l’état des lamelles (déchirures, déséquilibre). En environnement industriel, alignez vos pratiques sur les exigences ISO 45001 et sur les recommandations fabricant concernant vitesses et sens de rotation.
| Produit (nom exact) | Type | Dimensions / support | Grain / matière abrasive | Usages typiques |
|---|---|---|---|---|
| Klingspor Meule à lamelles KM613 60x30x6 mm K120 | roue à lamelles sur tige | 60 x 30 mm, tige 6 mm | K120, toile abrasive | préparation avant peinture, finition sur acier et inox selon process |
| Klingspor Roue de mop de ponçage NCW 600 | mop / non-tissé | sur tige (selon version), structure ouverte | non-tissé (type finition) | satinage, nettoyage léger, uniformisation de surface |
| NFS 600 Petite roues de finition Klingspor 50 x 30 x 6 mm gros loxyde d'alumine | roue de finition | 50 x 30 mm, tige 6 mm | gros oxyde d’alumine | ébavurage et finition rapide sur petites surfaces |
| HOLEX Roue de polissage (A) 60X30 mm | roue de polissage | 60 x 30 mm | support polissage (A) | pré-polissage, uniformisation avant pâte selon matériau |
| PFERD COMBIDISC-Mini-POLIFAN CD PFF 50 | mini système abrasif | diamètre 50 mm (système mini) | selon déclinaison (abrasif/finition) | travail localisé, retouches, zones très contraintes |
Questions fréquentes (FAQ)
Quelle différence entre une roue à lamelles sur tige et un disque à lamelles ?
La roue à lamelles sur tige travaille surtout dans l’espace : alésages, rayons, angles internes, petites pièces. Le disque à lamelles est plus stable sur les surfaces planes avec une meuleuse d’angle. Sur tige, vous gagnez en accessibilité et en contrôle fin, mais avec une zone de contact plus petite.
Quelle vitesse de rotation faut-il respecter avec des roues à lamelles sur tige ?
Respectez toujours la vitesse maximale indiquée par le fabricant (tr/min ou m/s). Trop vite, la résine chauffe, les lamelles se dégradent et l’inox bleuit. Idéalement, utilisez une machine à vitesse variable et adaptez : plus lent pour finition et inox, plus rapide pour ébavurage léger sur acier.
Comment éviter les traces et les creux lors de la reprise d’un cordon de soudure ?
Travaillez avec une pression faible à moyenne et un angle constant, sans rester au même endroit. Approchez en passes courtes, puis croisez les passes pour égaliser. Un grain trop gros creuse vite : démarrez modéré (ex. K60-K80) et finissez en K120 ou en non-tissé pour homogénéiser.
Peut-on utiliser la même roue sur acier et sur inox ?
En atelier, évitez : le risque de contamination de l’inox par particules ferreuses augmente (points de corrosion). Réservez une roue à l’inox et identifiez-la clairement. Choisissez aussi des abrasifs compatibles inox et privilégiez un travail plus “froid” (vitesse maîtrisée, pression limitée) pour réduire le bleuissement.
Quels EPI et contrôles de sécurité appliquer avant utilisation ?
Portez au minimum protection oculaire EN 166, gants adaptés et protection respiratoire selon poussières. Serrez correctement la tige (mandrin ou pince), vérifiez l’absence de déchirures et de vibration anormale au démarrage. Fixez la pièce, éloignez les matières inflammables et respectez les consignes fabricant sur sens et vitesse.