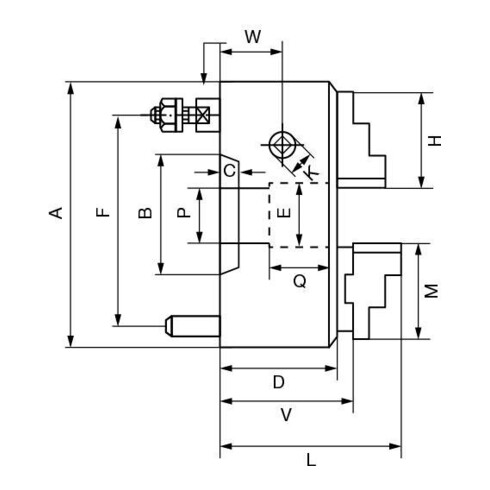
Description courte : Le DURO-M est un mandrin à 4 mors manuel avec spirale plate et passage traversant. Il est principalement utilisé sur des tours conventionnels pour l’usinage par enlèvement de matière de pièces tournées. --- Caractéristiques techniques : Corps du mandrin (ainsi que toutes les autres pièces) en acier ; serrage centré par spirale plate ; spirale plate forgée en matrice et trempée, flancs de filetage rectifiés des deux côtés ; mors rectifiés pour un fonctionnement concentrique dans le mandrin ; jeu nul déterminé en usine pour une précision optimale ; vitesse maximale admissible définie de manière à ce qu’à la force de serrage maximale et en utilisant les mors les plus lourds correspondants, un tiers de la force de serrage reste disponible comme force résiduelle. Les mors ne doivent pas dépasser le diamètre extérieur du mandrin. Les mandrins doivent être en parfait état. Par ailleurs, les prescriptions selon la norme DIN 6386 partie 1 s’appliquent ; force de serrage selon DIN 6350 : la force de serrage est la somme de toutes les forces exercées radialement par les mors sur la pièce à l’arrêt. Les forces de serrage indiquées sont des valeurs indicatives. Elles s’appliquent aux mandrins en parfait état, lubrifiés avec la graisse Röhm F80 ; contenu de la livraison : mandrin, clé de mandrin, mors --- Domaines d’application : tours conventionnels horizontaux et verticaux ainsi que fraiseuses, tables tournantes et appareils à divisions. Principalement utilisé en production unitaire ou en petite série, ou en atelier de réparation ; serrage de pièces à symétrie de révolution pour usinage tournage et fraisage. --- Avantages : grande précision de concentricité jusqu’à 0,02 mm ; mors généralement brunis ; contour minimal d’encombrement ; haute transmission de force ; bavette anti-goutte pour liquide de refroidissement --- Informations complémentaires : Le Duro-M Ø315 est un mandrin à 4 mors manuel avec spirale plate et passage traversant Ø103, mors de base et mors additionnels, montage à cône court, fixation par l’avant (ISO 702-1/DIN 55026), KK 8. Il est principalement utilisé sur des tours conventionnels pour l’usinage par enlèvement de matière de pièces tournées.
EAN / GTIN : 4019208525860